Silicone lubrication outshines traditional options mainly due to its superior thermal stability across an extensive temperature range, typically from -40°C to +200°C. Where conventional petroleum-based lubricants break down rapidly under high temperatures, silicone oils maintain their viscosity. This characteristic is crucial in environments where extreme heat is a constant challenge, ensuring longer operational life and efficiency. Silicone lubricants reduce equipment failure risks caused by overheating and significantly lower maintenance costs by preventing unexpected downtimes.
One of the most remarkable features of silicone lubricants is their high resistance to oxidation, which is much higher than that of conventional oils. This resistance prolongs their effective functionality, ensuring long-term protection against wear and tear. Silicone-based lubricants require infrequent reapplication due to their robust nature against environmental degradation, making them a cost-effective choice in the long run. Studies further highlight that their protective properties remain unfazed even in harsh environments like automotive engines, providing continuous and reliable performance.
## Key Applications of Silicone-Based LubricantsSilicone lubricants are pivotal for high-precision machinery components, such as gears and bearings. These lubricants maintain a consistent viscosity, which is crucial for precision machinery where even slight changes in lubrication can impact performance. Furthermore, silicone oils boast a lower friction coefficient which allows for smoother operations and enhances performance within tight tolerances. Research supports that silicone lubrication significantly extends the lifetime of machinery by reducing wear, thus making it a preferred choice in industries requiring high precision, such as aerospace and manufacturing.
Silicone lubricants are especially effective for applications involving plastic-to-metal interfaces. These lubricants excel in preventing wear and tear at the interface, minimizing issues like galling and seizing, which are common in assembly and sliding processes. This capability is highlighted in various case studies where the use of silicone lubricants has led to significant friction reductions. This makes them ideal for devices where components regularly come into contact, such as in automotive and consumer electronics, ensuring smooth operation and longevity of the products.
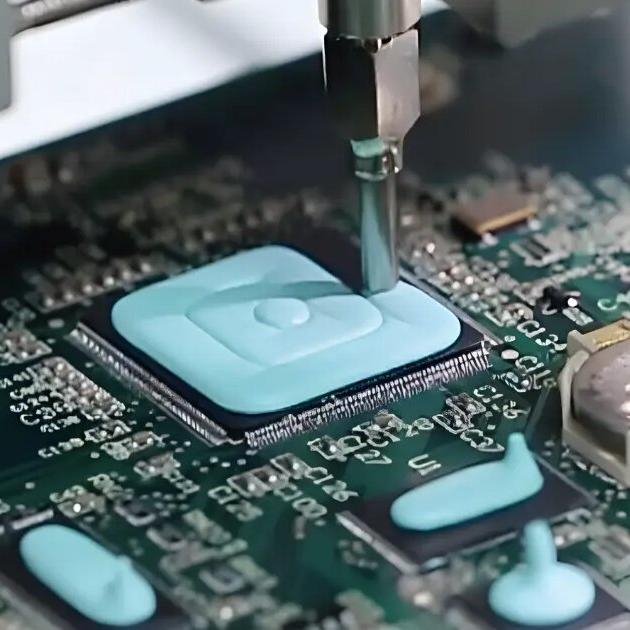
## Thermal Grease in High-Temperature EnvironmentsThermal grease made of silicone compounds is essential for effective heat dissipation in high-temperature environments, such as between CPUs and heat sinks. Silicone oil, a key component in these greases, facilitates superior thermal conductivity, which is crucial for maintaining optimal device performance. Adaptable viscosity properties of silicone thermal greases allow them to efficiently fill microscopic gaps, thereby offering enhanced thermal interface efficiency. Research comparing silicone-based lubricants with non-silicone alternatives shows significantly higher rates of heat dissipation, thus proving their superiority in thermal management applications.
Silicone thermal greases are renowned for their ability to maintain consistent viscosity under prolonged exposure to high temperatures, a quality not shared by conventional greases. This reliability prevents component failure due to inadequate lubrication, especially in demanding industrial applications where operational stability is critical. Experts often recommend silicone thermal grease for high-temperature environments because it ensures sustained performance and reliability. Such greases are essential in industries where uninterrupted operation is non-negotiable, further cementing their role in maintaining machinery longevity and efficiency. By using silicone-based lubricants, we can avoid the viscosity breakdown that can jeopardize operational integrity.
## Dimethyl Silicone Solutions for Specialized SystemsDimethyl silicone displays remarkable low-temperature performance, staying fluid even in sub-zero conditions. This unique property renders it ideal for applications that demand reliability under cold climates, such as refrigeration systems and outdoor machinery. For instance, in refrigeration, the flexibility of dimethyl silicone ensures operational efficiency and reduces energy consumption. Additionally, comparative studies highlight that dimethyl silicone significantly enhances startup efficiency and overall performance in low-temperature settings compared to traditional lubricants.
Dimethyl silicones, renowned for their chemical inertness, are perfect for sensitive applications like pharmaceutical and food processing industries. This stability is crucial as it prevents adverse reactions with other substances, maintaining high safety and operational standards. Furthermore, industry insights indicate that the chemical inertness of dimethyl silicone contributes to the prolonged lifespan and improved performance of devices that incorporate it. The material's compatibility with diverse materials underlines its suitability for critical environments, cementing its role as a preferred choice in specialized systems.
## Selecting the Right Silicone Oil LubricantChoosing the right viscosity for silicone oil lubricants is vital to ensure optimal performance under varying load conditions. Thicker oils generally provide better lubrication for higher loads, effectively reducing wear and potential equipment failure. It's crucial to understand how viscosity interacts with temperature as operating conditions change. As temperature affects the fluidity of silicone lubricants, selecting the appropriate viscosity can maintain consistent lubrication efficiency. Technical guidelines often emphasize matching the viscosity of silicone oils to the specific application requirements, ensuring balanced and enduring lubrication performance.
Conducting compatibility tests is essential for ensuring that the selected silicone oil lubricants do not negatively interact with the materials they come into contact with. Different substrates react uniquely to silicone lubricants, and improper selection can lead to degradation or damage. Industry best practices highly recommend compatibility testing as a means to confirm that silicone lubricants will meet the durability and performance expectations over time. By committing to thorough compatibility testing, one can significantly enhance the effectiveness and longevity of lubrication solutions while minimizing unforeseen issues.
Silicone lubricants outperform traditional ones due to their superior thermal stability and oxidation resistance, allowing them to maintain viscosity and function effectively in extreme temperatures.
Industries such as aerospace, manufacturing, automotive, consumer electronics, and high-temperature environments benefit greatly from silicone-based lubricants due to their precision and reliability.
Dimethyl silicone is favored for low-temperature applications due to its fluidity in sub-zero conditions, ensuring efficient operation and energy consumption in refrigeration systems and outdoor machinery.
Select the right silicone oil lubricant by considering viscosity relative to load conditions and conducting compatibility testing with materials to avoid negative interactions.
Located in Yangtze River International Chemical Park of Zhangjiagang City,Jiangsu Cosil Advanced Material Co.,Ltd is a company that's staffed with skilled professionals and specialists,including technical,production,sales and management personnel,all of them have years of experience in the silicone industry.
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 ES
ES




 Hot News
Hot News